For many years the most favorited technology to create vacuum was the oil-flooded, rotary vane vacuum pump.
This is pump that can be very economical to acquire, and properly maintained, should last for a long time.
The operative word here is “Properly”
Different manufacturers go about their oil-flooded vacuum pumps on a variety of ways. The biggest difference being the usage or absence of an oil filter and the materials of constructions for the pump itself.
There are two ways to go about the oil filter on a rotary vane vacuum pump.
- Use a filter- This will help you clean the oil from any solid contaminants, dust, dirt or debris that may reach the vacuum pump. Remember that the usage of inlet filter is mostly universal and that any dust, if any, should be minimum and should be caught ahead of the pump. So, so this brings about the second choice….
- Do not use an oil filter. Proponents of this vision allege that if the oil is dirty enough to be needing an oil filter, then the oil should be changed anyways. So let’s not bother with oil filters and take care of cleaning the vacuum stream prior this vacuum stream reaches the pump and this oil filter will be unnecessary, thus saving the cost of the filter for the life of the pump. Another argument is that if the oil gets so contaminated , the oil filter could get clogged and will result on a reduced oil flow to the pumping chamber. Even with the oil being dirty, its better to have dirty oil than a clogged filter and no oil flowing whatsoever, asthis will lead to a fatal pump failure.
So, that being said, the universal truth is this: if your existing pump has an oil filter, it should be changed with every oil change. if the pump has no oil filter, no worries, just make sure the oil change schedule is closely monitored and you should be fine.
Because we live in the real world, I have encountered many a piece of equipment in which there is no one in charge of the preventative Maintenance of the equipment itself. In the event that there is a person in charge of the pumps, chances are they are also in charge of a gamut of other equipment and they never had the chance to familiarize with the equipment, or had a proper training on the nuances of the vacuum pump requirements, accessories or the start/stop procedure that will help you keep the moisture away and extend the useful life of the oil.
My short list of items to follow are simple:
- Get a copy of the manufacturers manual. if you have received a vacuum pump package, chances are that the manufacturer is brand “X”, but the pumps come from brand “Y”. In this day and age of economics, there a multitude of “Packagers” that will build your vacuum system to order, but remember, these packagers an also be packagers of different technologies of vacuum pumps, air compressors, compressed air dessicant dryers, submersible pump packagers and many other wonderful things. The point I’m trying to make is: even though this packager is very good and putting together a very amenable and good looking vacuum system package, they may not know the nuances involving a proper functioning vacuum system and are just not able to direct your contractor into a very effective installation on your job site. See below a picture of an installed vacuum system package, sold by a packager and installed by a general plumbing contractor.
- Create a maintenance plan the meets the pump manufacturer requirements. If you need help, contact us.

Note the lack of distance from the room wall to the cooling fan that will be exhausting hot air- Minimum distance is 24″
It is of extreme importance to make sure the equipment has the necessary clearances all the way around the skid. It is highly recommended to have 36″ on each side, but as a minimum, the amount of 24″is necessary. The electric code calls for 36″minimum, whenever there is a control panel that need to be accessible, so that would be the front of the package- or at least the side where the control panel is located.
This lack of cooling only causes an oil lubricated pump to run hotter than necessary. This will cause the lubricating oil to get thinner as the temperature rises, and eventually, the pump discharge coalescing filter will start to “Smoke”. You will notice a blue tinged air stream coming from the pump and that is actually lubricating oil being lost to the discharge.
Given enough time that blue tinge smoke will amount to a few quarts of oil, that since they are not inside of the pump to help lubricate it, the pump will start to overheat, causing even more oil to be lost via the discharge and so on and so forth….. until the pump finally burns up due to lack of lubrication.
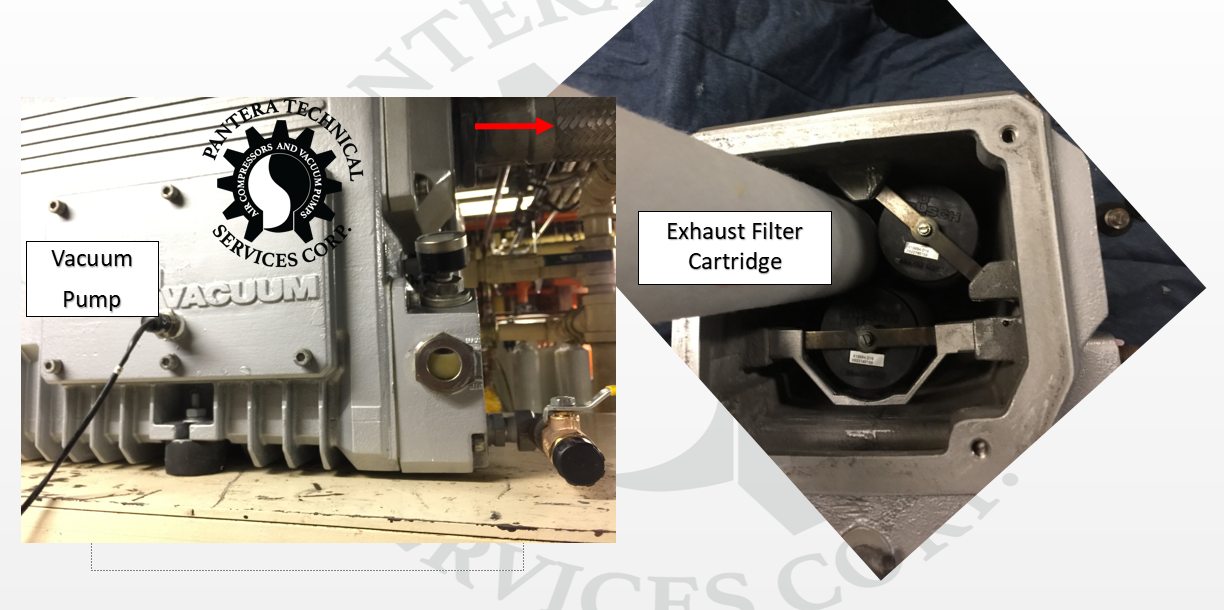
The white filter cartridge is the exhaust filter element. It has to be replaced AT LEAST ONCE A YEAR- Copyright 2018 Pantera Technical Services Corp
The maintenance intervals are crucial in keeping up rotating equipment, specially the ones that have oil inside of them.
These exhaust filters are always exposed to high discharge temperatures and are always soaked with oil.
See below what happens when preventative maintenance is not followed.

This Pump exhaust box caught on fire due to lack of maintenance on its filters. Copyright 2017 Pantera Technical Services Corp

Sight Glass – Old/Dirty Vs New- Copyright 2017 Pantera technical Services Corp.
Always follow the manufacturers instructions and when in doubt, give us a call. We have on file many old manuals from a variety of pump manufacturers. We will help you develop a sustainable and effective plan that fits your actual needs.

Claw Pumps are also subject to burning up doe to lack of maintenance or misuse. Copyright 2017 Pantera Technical Services Corp