Now that we have established that cleaning, filtering and generally improving the quality of the vacuum stream of any vacuum pump is a good idea, there are instances in which we just can’t get rid of all the moisture.
Moisture is the sworn enemy of most rotating equipment. Moisture attacks anything and everything. it will pursue most regular metals and will bring mayhem destruction to any machined surface that hasn’t been properly prepared.
Because our subject is vacuum pumps, I will take for granted that you all have seen one in operation and have been in close proximity to realize that their discharge gets pretty hot. Different manufacturers allege that the colder the pump the better it will be as the life expectancy of the lubricants, seal fluid and electric motor will be happier at the coldest temperature possible.
There is a grain of truth in that statement but like all absolute statements, there are exceptions. And let me tell you, I don’t know if its my inquisitive nature, but I have found plenty of cases where a cold pump is just not good for the customer.
First of all there is moisture in the very air we breathe, and in the tropics, on a hot summer day, the air is full of water just waiting for any excuse to drop a ton of water at the first sign of interaction.
After a quick search in a few text books I have found the following statement:
- “The moisture holding capacity of air at 100oF (38 oC) is 10 times the moisture holding capacity of air at 30oF(~ 0 oC)”
So, if you look at any moisture holding capacity table, you will find that for every 1,000 cubic feet of air at 65F, that air can hold 1#(pound) of water.
If we assume that the pump will be installed in Sunny Miami, Florida USA (Average temperature is 85F) you can expect any vacuum pump to need to be able to handle about 1.8# (pounds) of water if the relative humidity is 100%. This is an extreme example as most of the time the R.H is around 70% but you get my point.
When working with any vacuum application that by its nature has water entrained in the product, you have to make provisions ahead of time to deal with that water that WILL come to you.
The first step into dealing with moisture into a vacuum pump is to call the guy that sold it to you. Ask him about how do they deal with this moisture that is part of your process. Any salesman worth its own salt will have at least three different ways to deal with moisture and to make your pump run longer between oil changes.
Oil changes? YES! Even if you have a rotary claw pump you need to do oil changes. There is a small reservoir for the gear oil and it is very probable that you will find droplets in there, or that the oil gets “Milky” with certain frequency. That is a sure sign that the pump shaft seals might have failed and you are getting water, moisture and process gas into the seal chamber. A pump repair is possibly in order.
If you have a rotary vane pump or a rotary screw pump, oil quality is of greater importance as the pumping chamber is counting with the oil properties to lubricate its internals, keep the wear parts from rubbing into each other, and provide seal between the components to reach the higher vacuum you expect from these type of machines.
If you have a recurrent problem with water carryover and need a practical way to dispose of that pesky driplet of water from the pump exhaust, then look no more!
See below my trusty diagram with my notes on how to pipe the discharge to provide a constant drip away from the pump, and preferably into a container for proper disposal.
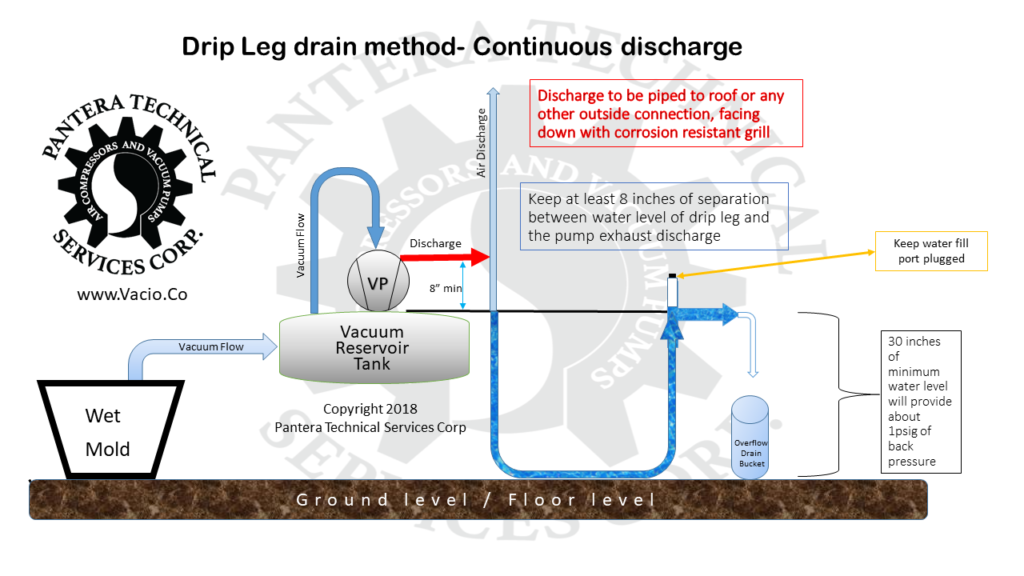
Drip leg for Vacuum pump exhaust. Copyright 2018 Pantera Technical Services Corp.
If you look closely on my diagram, I have omitted the very necessary tank drain. Make sure you drain any water accumulation with certain frequency. Pump has to be off and the system must be already vented to atmospheric pressure to make sure the water collected flow outward. If you open the tank drain when the system is operational, you may “Burp” and aerosolize whatever liquid is resting at the bottom. That is just not good for the pump.
There are certain types of “Zero Loss Drain” gadgets commonly used on air compressors systems. These “Zero Loss Drains” containers are designed to be installed on the reservoir tank of the compressor system and collect the drain water from the dryers and tank reservoirs and separate the water from whatever minutiae of oil gets carried over from the compressor.
You should use one of those containers to separate the pump drip effluent before you dispose of it. There is a very fine mist that is imperceptible, but any oil flooded vacuum pump exhaust filter is only good up to 99.99% of oil retention.These “Zero Loss Drains” are designed to catch that 0.01% that will go down the drain if we don’t catch it first.
It is a good idea good idea to be a good steward to the planet, after all we only have this one planet to share and we have to be kind and good to it, and each other.